





Vorteile Kunststoffschweißen durch Ultraschall: präziser, effizienter, umweltfreundlicher, ...
Im Gegensatz zu vielen verschiedenen Möglichkeiten, thermoplastische Kunststoffe miteinander zu verbinden, sind beim Einsatz der Ultraschall-Technologie einige Vorteile hervorzuheben: Schneller, sicherer, sauberer, effizienter, umweltfreundlicher, präziser, transparenter uvm.
Es ist schnell klar, die Ultraschallfügetechnologie ist für jede Branche ein Gewinn – auch in anspruchsvollen Branchen wie der Medizintechnik, im Food&Packaging, Automotive oder bei Hygieneprodukten.
KUNSTSTOFFSCHWEISSEN EINFACH ERKLÄRT
Ultraschall-Schweißverbindungen stellen eine optimale und effiziente Lösung zum Verbinden von thermoplastischen Kunststoffen dar.
Merkmale wie Energieeffizienz, Dichtigkeit und hohe Reproduzierbarkeit sind hier vor allem für oben genannte Branchen unabdingbar. Voraussetzung sind immer optimal gestaltete Fügeteile (durch den Kunden)
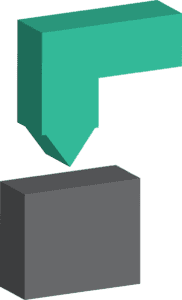
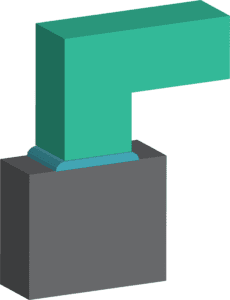
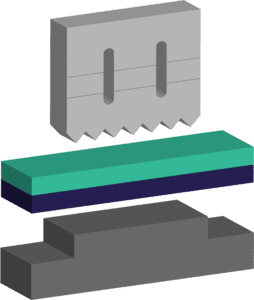
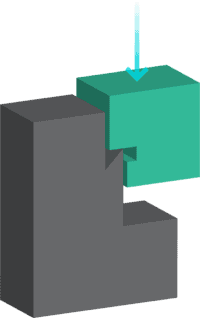
Unter Krafteinwirkung werden longitudinale Schwingungen mit Frequenzen von 20-40 kHz und Schweißamplituden von 10-60 μm in die Kunststoffteile eingeleitet. Der Kunststoff schmilzt auf und die beiden Fügeteile verbinden sich miteinander. Es entsteht eine stoffschlüssige Verbindung in der Schweißnaht.
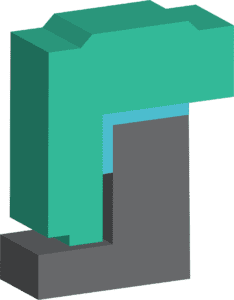
Durch die optimale Gestaltung der Bauteile können sehr gute Ergebnisse erzielt werden. Die Energiefokussierung, die durch das intelligente Bauteildesign erreicht wird, ist dabei der Schlüssel zum Erfolg. Die verbundenen Teile sind anschließend sofort weiter verarbeitbar für die kommenden Prozessschritte.
VERFAHRENSARTEN
Longitudinales Ultraschall-Schweißverfahren
Das Verfahren basiert auf einer pulsierenden, sehr schnellen, Längenänderung der Sonotrode im Bereich von 15 bis 60 µm. Die Ultraschallenergie wird dadurch im 90° Winkel zur Sonotrodenanlagefläche in das Bauteil eingeleitet. Die Energie fokussiert sich dann in der optimal konstruierten Schweißebene und bringt das thermoplastische Material zum Schmelzen. Nach Erkalten der Schmelze entsteht dann eine solide Verbindung.
Meist angewendetes Verfahren im Bereich Ultraschall-Schweißen von Thermoplasten.
Torsionales Ultraschall-Schweißverfahren
Auch bei diesem Verfahren setzt die Sonotrode im 90° Winkel auf dem Bauteil auf. Das Verfahren basiert auf einer pulsierenden, sehr schnellen Rotationsbewegung im Bereich von 15 bis 60 µm. Die Fügeteile machen dadurch eine Relativbewegung zueinander. In der entsprechend konstruierten Schweißebene wird das Material zum Schmelzen gebracht. Nach Erkalten der Schmelze entsteht dann eine solide Verbindung.
Vorteil dieser Technik ist die geringere Belastung der Teile durch die rotative Energieeinleitung. Der Prozess eignet sich deshalb für sensible Fügeteile, Folien und Membranen.
DIE VORTEILE VON KUNSTSTOFFSCHWEISSEN
+ Sehr kurze Prozesszeiten
+ Geringe thermische Beeinträchtigung des Bauteils und des Umfeldes durch Schweißwerkzeuge nahe der Umgebungstemperatur.
+ Geringer Energiebedarf beim Schweißen und somit hoher Wirkungsgrad
+ Keine Lösungsmittel und Zusätze notwendig (sortenreines Recycling)
+ Über verschiedenste Möglichkeiten der Parametrierung werden konstante, reproduzierbare Schweißergebnisse ermöglicht
+ Unterschiedliche thermoplastische Materialien können teilweise miteinander verschweißt werden
+ Die Schweißwerkzeuge erhitzen sich nicht, dadurch reduzieren sich Rüst- und Abrüstzeiten. entfallen Aufwärm- und Abkühlzeiten und die Werkzeuge können schnell gewechselt werden
+ Keine Verletzungsgefahr durch heiße Maschinenteile
+ Sehr gute Integrierbarkeit in Automatisierungssysteme
+ Möglichkeit der intelligenten Vernetzung und Selbststeuerung – Industrie 4.0
NAHTGESTALTUNG
Verbindungsmöglichkeiten beim Schweißen von Kunststoff
Schweißnaht ohne Optimierung

- Große Kontaktfläche
- Undefinierte Flächenschweißung
- Hoher Leistungsbedarf
- Hoher Energieeintrag
- Sehr geringe Festigkeit
Optimierte Nahtgestaltung

- Kleine, definierte Kontaktfläche
- Gute Vermischung der Schmelze im Nahtbereich
- Kurze Schweißzeit
- Geringe thermische Belastung
- Kleiner Kraft und Leistungsbedarf
- Hohe Festigkeit
Kriterien zur Schweißnahtgestaltung
Die konstruktive Schweißnahtgestaltung muss den Anforderungen an die Schweißverbindung gerecht werden. Bestehende Teile, die nicht speziell für das Schweißen mit Ultraschall konstruiert wurden, sind meist ungeeignet.
Grundlegende Bauteilanforderungen bestimmen oft die Auswahl der Verbindung und damit das Bauteildesign:
- Werkstoff
- Optik (Schmelzaustrieb außen, Abdrücke)
- Parallelität
- Vermeidung von Kunststoffpartikeln und Schmelze im Innern des Bauteils
- Dichtigkeit (Gas, Öl, Flüssigkeiten)
- Belastbarkeit der Naht auf Zug, Scherung, Druck
- Innenbauteile
- Lage der Fügezone
- Passungsspiel von Ober- und Unterteil
- Ankoppelfläche der Sonotrode
- Freier Einsinkweg (Schweißweg)
- Abstützung/Auflage in der Werkstückaufnahme
- Positionierung der zu verschweißenden Bauteile
Übersicht Schweißnaht-Varianten
- Stumpfnaht (Einfacher Energierichtungsgeber)
- Stufennaht
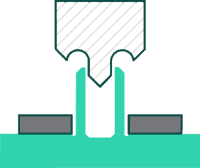
- Nut-/Federnaht
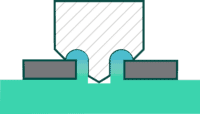
- Quetschnaht
- Zapfenschweißen (Quetschnahtvariante)
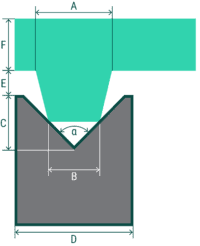
- Dünnwandnaht (V-Naht)
- Nahtgestaltungen mit eingelegter Dichtung

Stumpfnaht

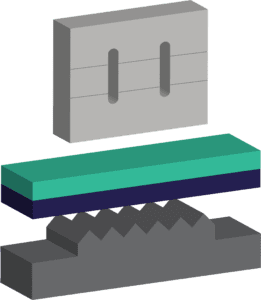
Stufennaht

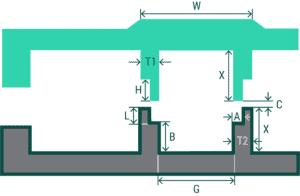
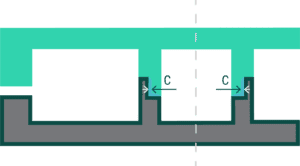
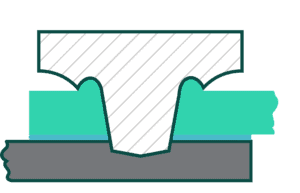
Nut/Feder-Naht

Quetschnaht

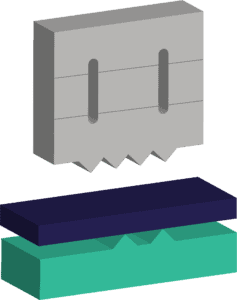
V-Naht

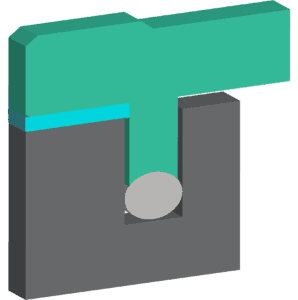
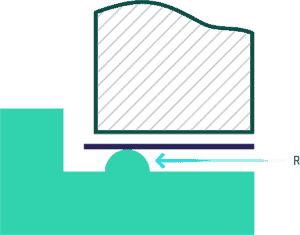
mit eingelegter Dichtung
- Einsatz vorwiegend bei amorphen Kunststoffen
- Stellt keine großen Anforderungen an den Spritzguss
 |
 |
- Selbstzentrierend
- Hohe Festigkeit
- Gute Optik von außen
- Optional optische Aufwertung durch Schattenfugen
 |
 |
- Sehr hohe Festigkeit
- Selbstzentrierend
- Sehr gute Optik, kein Schmelzaustrieb sichtbar
- Schmelze wird in der Fügezone gehalten (Kapillareffekt)
 |
 |
- Selbstzentrierend
- Sehr hohe Festigkeit
- Bevorzugt bei Dichtschweißung
- Auch für dünnwandige Teile bewährt
- Geeignet für Scher- und Torsionsbeanspruchung
- Besonders für teilkristalline Thermoplasten geeignet, insbesondere für PA und POM
- Sehr gute Optik, die Schmelze wird in der Fügezone gehalten
 |
 |
- Selbstzentrierend
- Hohe Festigkeit
- Kein Schweißaustrieb
- Kurze Schweißzeiten bei geringer Schweißenergie
- Für dünnwandige Teile geeignet, die keine Nahtgestaltung zulassen
 |
 |
- Hermetisch dichte Verbindung durch Dichtelement
- Wegfall von Verbindungselementen
- Dauerfeste Verbindung durch Ultraschall-Schweißnaht
 |
 |
- Selbstzentrierend, definierte Auflage
- Dichte Verschweißung
- Hohe Festigkeitswerte
- Material wird in der Fügezone gehalten
- Gute Optik
 |
 |
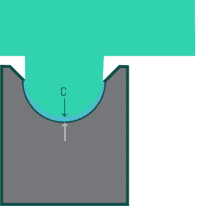 |
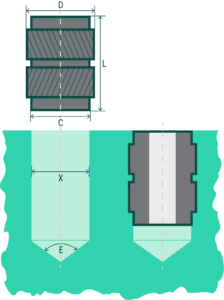
Fügevarianten
- Keine Nahtgestaltung erforderlich
- Die Sonotrodenspitze durchdringt die obere Platte bzw. das Formteil bis 1/3 max. 1/2 ins untere Material
- Ringförmige Verpressung des plastifizierten Materials um die Sonotrodenspitze
 |
 |
- Membrane (DAE-Membrane)
- Vliesstoff, Filter, Dämmmatten
 |
 |
 |
 |
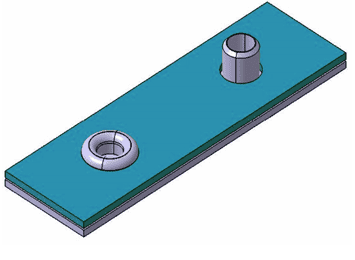
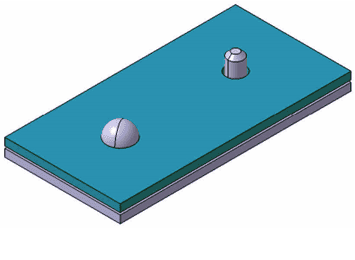
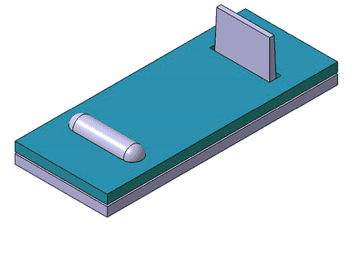
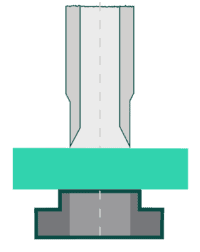
- Formschlüssige Verbindung von Thermoplasten mit Fremdmaterial
- Spaltfreie und feste Verbindung
- Rückstellelastizität des Kunststoffs wird überwunden
| Hohlnietform | Vollnietform | Längsnietform |
 |
 |
 |
 |
 |
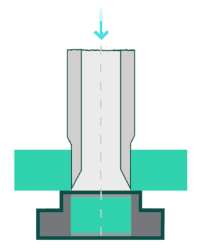
- Variante des Nietens
- Zur Verbindung artfremder Materialien
- Formschlüssige Verbindung
- Schmelzfluss wird durch Sonotrodengeometrie und Anstellwinkel der Sonotrode bestimmt
 |
 |
- Es können auch lackierte Flächen ohne Beschädigung gestanzt werden
- Im gleichen Zug können an der Stanzkante Radien angeprägt werden
 |
 |
- Formschlüssige Verbindung
- Metall in Kunststoff
- Holz in Kunststoff
- Kunststoff mit niedrigerem Schmelzpunkt in Kunststoff mit höherem Schmelzpunkt z.B. POM in ABS
 |
 |
 |
- Hohe Festigkeit wird erreicht
- Geringere Bauteilspannungen als beim Umspritzen
- Grenze nach oben max. M8 (je nach Auslegung max. M10)
- Genaue Abstimmung Bohrung/Insert erforderlich
 |
KUNDENREFERENZ
Manche unserer Kunden gaben uns Ihre Stimme – erhalten Sie Einblicke in die Erfahrungen unserer Kunden mit unserer MS Ultraschall-Technologie:
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Sie benötigen eine Produktberatung oder haben Fragen zu unseren Lösungen?
Schreiben Sie uns vertrieb@ms-ultrasonic.de oder rufen Sie uns an +49 7424 701-800